Reliability Engineering
More than just maintenance – proactively driving the reliability of your equipment.
The critical difference between reliability and maintenance
Smart asset owners understand the positive impact of reliable assets on their bottom line or the negative impact of unreliable assets, leading to unavailability and decreased production. They realise that reliability cannot be understood or managed without giving it the special attention it requires. Yet, many other asset owners think having a maintenance team for their assets and plant is sufficient. Their plants are primarily operational, albeit with some unplanned downtime.
Reliability engineering is the process of preventing, restoring and eliminating functional failures on critical assets throughout their life cycle. It is an analytical function to determine and deliver the required levels of asset reliability. Maintenance is the process of preserving or restoring an asset’s operating condition. Maintenance does not improve inherent reliability; it just sustains it.
The objective of reliability engineering
Improving reliability needs new thinking or a new paradigm. Rather than asking how to restore the capability of a failed asset efficiently and effectively, we need to ask what we can do to guarantee that the asset does not fail within the context of meeting its operational needs.
However, this often leads to the incorrect belief that we should strive to maximise asset reliability. 100% reliability will require an expensive purchase price and high maintenance levels to sustain it. Instead, we need to define the asset’s reliability requirements within the context of supporting the operational needs: “What reliability would be good enough?” The reliability engineer must balance cost, risk and performance (reliability).
Reliability - adding value to an organisation for the whole of the asset life cycle
As shown in the infographic, reliability engineering plays a role during each life cycle stage of the asset.

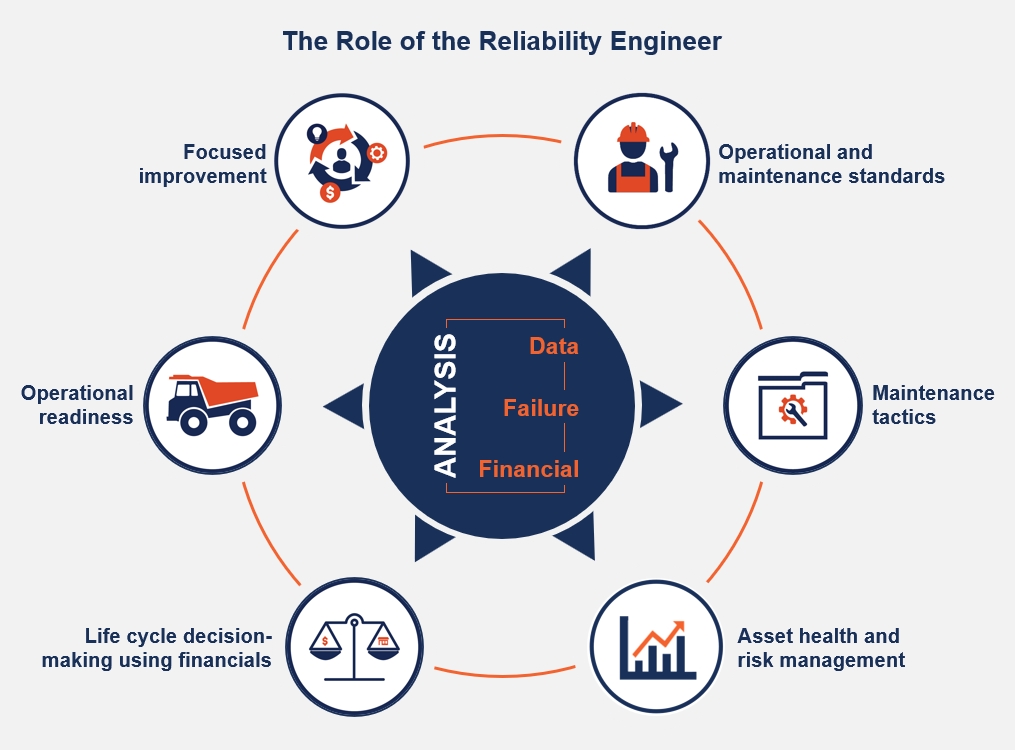
The multi-dimensional role of the reliability engineer
A reliability engineer’s view of assets is different. Their focus should always be on the critical assets and ensuring they are reliable and available when required. Our reliability engineers do not spend their days just number-crunching spreadsheets. Our reliability engineers do their safety gear and visit the plant. This is where they can oversee and observe the tactics and, with this first-hand exposure, can determine if the tactic is being done correctly and provide input for improvement. Click on the icons to learn more about the reliability engineer’s responsibilities.
Putting it all together in our service offering
Often the need for reliability engineering service or advisory is realised during an Asset Management Improvement Planning assessment (AMIP) assessment.
The AMIP will dictate what steps are needed for an improvement plan.
Our whole methodology, our views, our training, our way of thinking, our support, our people, all of that speaks to the reliability function and that is a massive advantage for our clients.
André Jordaan, Pragma Partner Consultant
A reliability engineering roadmap
Once we have completed the assessment, we create the reliability engineering roadmap, which outlines the improvement plan based on the gaps identified in the assessment.
A reliability improvement plan is identified by compiling an improvement strategy to create an end-state vision, measure the current reality and then develop a strategy of actions to close the gap. For the RE roadmap, we consider three aspects: the reliability KPIs identified, the maturity of reliability practices and the condition and health of the assets.
Strategic initiatives are prioritised by firstly addressing the immediate crisis, focusing on burning issues and achieving quick wins. Secondly, there is a drive to move from a reactive to a proactive mode (eg implement RCA), stabilising the situation and laying foundations. Thirdly, to drive improvement, RAMS are implemented during asset acquisition, defect elimination processes are formalised, asset health monitoring is set up, and business cases for significant decisions are formalised.
Various and customisable service options
We endeavour to offer our clients a reliability engineering centre of excellence with the following service offerings.
Reliability engineering service: The long-term insourced model – we do everything
We provide a dedicated RE for your site. They are focused solely on what reliability would be the most cost-effective for successfully implementing your RE programme. They provide monthly RE reports to the engineering manager or business improvement department
Reliability engineering advisory: The mentoring model – we show you how
You want to be in control of your own RE journey and know the value of a RE implementation plan. However, you want to drive your own RE implementation. Our specialist consultants can help you to achieve this goal. We guide you through the requirements for a successful RE function at your site and show your team how to implement RE successfully.
Reliability engineering advisory: The short-term stop-gap model – we do the specialist things
Perhaps you have an existing RE implementation plan and need some specialist expertise. An ad hoc session with one of our consultants could be all you need to get things back on track. Or perhaps you have an RE implementation plan but are experiencing staff shortages. We can provide one of our REs to fulfil the function as a short-term stop-gap.
Reliability engineering training: The training model – we train your people
Perhaps you have a great team of engineers – and you need to upskill them in the discipline of reliability engineering. Pragma has developed dedicated role definitions for reliability engineers. We offer specialist RE training courses and a recommended learning pathway to progressively build knowledge and expertise.
Successful implementation and measuring success
A structured and logical roadmap for your RE programme, monitored by applicable key performance indicators with SMART (specific, measurable, achievable, relevant, time-bound) targets, will take you towards your RE destination.
To grow your business, you cannot ignore the reliability function. Being reliable is who we are and what we do best. Contact us to find out how we can help you successfully implement a RE programme for your business.
Creating a reliability culture conducive to change is a long journey. It is not just the maintenance workforce that needs to change their thinking, but also the others in the organisation, including the operations, production, design, stores and IT departments. All need to be together as a team to create a sustainable reliability culture. Leadership plays a key role in enabling this process by providing both direction and resources.
Ramesh Gulati, Maintenance and Reliability Best Practices